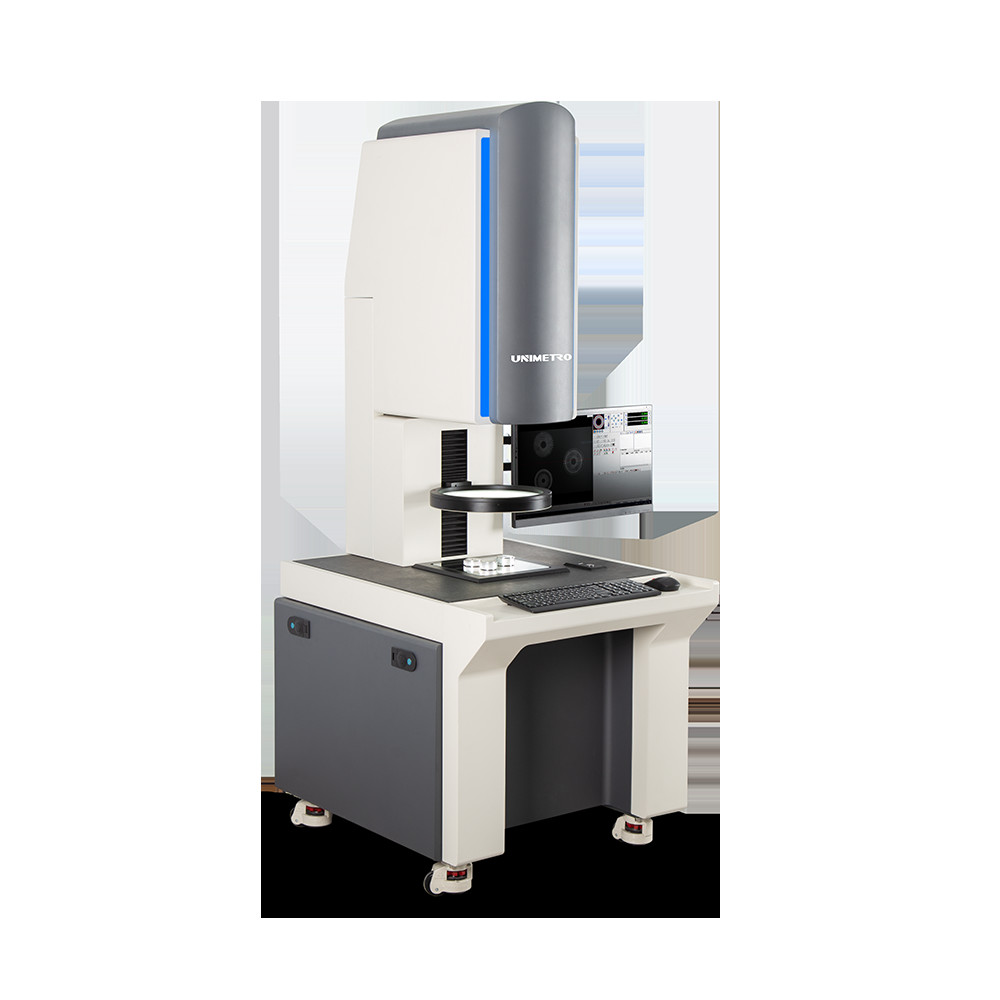
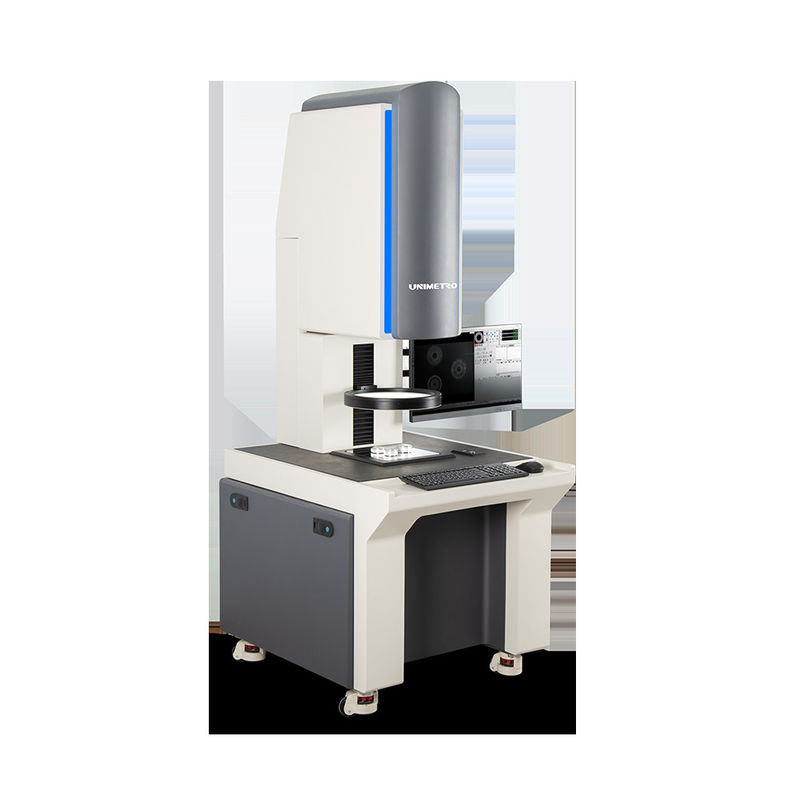
System zur Messung der Oberflächenrauheit und Kontur des Gelenkschlägers
System zur Messung der Oberflächenrauheit und Kontur
Dieses fortschrittliche Messsystem kombiniert Kontur- und Raubheitsanalysemöglichkeiten in einer einzigen Maschine und bietet eine umfassende Oberflächencharakterisierung für industrielle Anwendungen.
Grundlagen der Flächenmessung
Alle Oberflächen können durch vier Schlüsselelemente gekennzeichnet werden, die sich auf Funktionalität und Leistung auswirken:
- Abmessungen:Lineare Beziehungen zwischen Radius, Winkel, Entfernung und Oberflächenmerkmalen
- Form:Abweichung von der Zielgeometrie (Ebene, Kugel, Kegel), typischerweise durch Maschinenfehler verursacht
- Grobheit:Oberflächentexturen aus Schneidwerkzeugen oder Bearbeitungsprozessen
- Wellenform:Periodische Schwankungen durch Vibrationen, unzureichende Steifigkeit oder Prozessinstabilität
Eigenschaften der Serie SPR1000
Standardkonfiguration mit einem optimalen Preis-Leistungs-Verhältnis, ausgestattet mit einem digitalen Kontursensor und einem induktiven Raffiness-Sensor für eine doppelte Messmöglichkeit in einer einzigen Maschine.
Messanwendungen

Gelenktes Armlager
Optische Qualität Germaniumkristall
Siegelring
Turbosiegel
Technische Spezifikation
| Spezifikation | Wert |
|---|
| Modellnummer | PR1103G-sdk |
| X-Achsenmessbereich | 100 mm |
| Z-Achsen-Messbereich | 320 mm |
| Z1-Achsen-Messbereich | C:± 12,5 mm / R:± 420 μm |
| Konturgenauigkeit (Z1 linear) | ± 1,5+ 0,2Hm |
| Bogengenauigkeit | ±(2+R/8) μm |
| Winkelgenauigkeit | ±2′ |
| Gerade | 00,8 μm/100 mm |
| Grobheit Lineare Präzision | ± 4% |
| Restlärm | ≤ 0,02 μm |
| Doppelwert | 1δ≤2nm |
| Schnittwellenlänge | 0.025, 0.08, 0.25, 0.8, 2.5, 8 mm |
| Bewertungslänge | λcX2,3,4,5,6,7 |
| X-Achsenantriebsgeschwindigkeit | 0.1~10mm/s |
| Z-Achsenantriebsgeschwindigkeit | 0.5 bis 10 mm/s |
Messmöglichkeiten
Profilanalyse:Linienelemente, Punktmerkmale, Entfernungen, Parallelität, Senkrechtigkeit, Winkel, Rillentiefe/Breite, Radius, Geradenheitsanalyse, Konvexitätsanalyse, Profilanalyse
Parameter für die Rauheit:R, Rp, Rv, Rz(jis), R3z, RzDIN, Rzj, Rmaz, Rc, Rt, Rq, Rsk, Rku, Rsm, Rs, RΔq, Rk, Rpk, Rvk, Mr1, Mr2, Rmr
Parameter der Wellenlänge:Wa, Wt, Wp, Wv, Wz, Wq, Wsm, Wsk, Wku, Wmr
Originalkonturparameter:Pa, Pt, Pp, Pv, Pz, Pq, Psm, Psk, Pku, Pmr
Systemkomponenten
Eisenbahnkomponente:100-150 mm Fahrt, 0,2 bis 2 μm Intervall, 0,5 μm/100 mm Gerade, ≤ 0,02 μm Roughness Rest, Geschwindigkeitsbereich 0,1 bis 10 mm/s
Spaltenoptionen:CNS-Standardkolonne (320-420 mm) oder CNSL-Langkolonne (520-620 mm), leichte Rahmenkonstruktion, Positionierungsgenauigkeit von 0,01 mm
Plattform:MPM integrierte Marmorplattform, 500×800mm oder 500×1000mm Spezifikationen, einstückiges Kompaktdesign
Messtechnik
Die Kontakt-Rohheitsmessung verfolgt eine Sonde über die Oberfläche, während kontaktlose Lasersysteme reflektiertes Licht messen.Unser System liefert eine präzise Oberflächentexturanalyse, die die Raffigkeitstiefe (Rz) und den mittleren Raffigkeitswert (Ra) in Mikrometern zeigt.
Häufig gestellte Fragen
Sind Sie eine Fabrik oder Handelsgesellschaft?
Wir sind eine Fabrik und liefern Antworten innerhalb von 24 Stunden.
Woran ist Ihre Firma spezialisiert?
Wir produzieren Vision Measuring Machines, Coordinate Measuring Machines, CMM & VMM-Fixtures und verwandte Geräte.
Wie wählt man die richtige Spezifikation?
Unser professionelles Team wird Ihnen geeignete Spezifikationen basierend auf Ihrer Produktvariante und Ihren Messanforderungen empfehlen.
Akzeptieren Sie maßgeschneiderten Service?
Ja, wir bieten sowohl Standardmaschinen als auch kundenspezifische Lösungen an.
Wie lange ist Ihre Garantiezeit?
Unsere Produkte sind mit einer 1-Jahres-Garantie ausgestattet und bieten eine verbesserte Haltbarkeit an zerbrechlichen Bauteilen.

 Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!
Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!